| 起重船用高强钢大厚板焊接残余应力的试验研究 |
| |
| 作者姓名: | 王信 刘勇 王斌 |
| |
| 作者单位: | 宜宾职业技术学院,宜宾 644003,宜宾职业技术学院,宜宾 644003,沪东中华造船集团有限公司,上海 200129 |
| |
| 基金项目: | 四川省教育厅科研项目(17ZB0501);上海市科委科研计划项目资助(15dz1101011);四川省教育厅科研项目“E型环疲劳试验装置的设计与开发”(18ZB0663);ybzy21cxtd-01智能采摘机器人科技创新团队 |
| |
| 摘 要: | 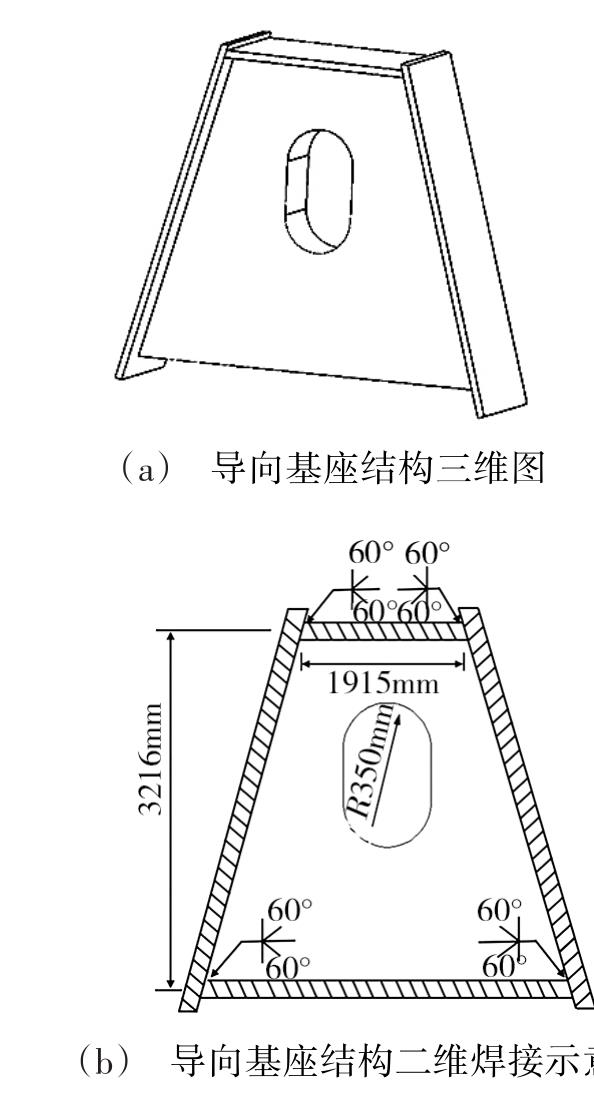
以某型起重船结构为研究对象,采用焊接后热作为焊接残余应力消除措施,研究结构的残余应力情况及消除措施的有效性。首先采用焊态和经过焊接后热的两组试板进行焊接残余应力检测并对比,结果表明焊态的试板焊接纵向残余应力最高达552.5 MPa,接近材料的屈服强度;经后热的试板纵向残余应力最大为385.3MPa,与焊态相比降低了167.2 MPa,下降约30%;同时获取了残余应力分布情况。
进一步对起重船导向基座结构的焊缝进行后热并进行应力检测,其纵向焊接残余应力最大值为310.8 MPa,远低于母材屈服强度。本文研究表明:起重船高强钢大厚板在焊态时焊接残余应力较大,需采取措施消除残余应力;采用焊接后热可以大幅降低高强钢大厚板的焊接残余应力水平,焊接后热具有较好的经济性和操作便捷性,在起重船建造过程中建议考虑对大厚板焊缝进行后热以消除焊接残余应力消除。

|
| 关 键 词: | 起重船 高强钢 焊接残余应力 后热 |
| 收稿时间: | 2022-07-22 |
| 修稿时间: | 2022-09-13 |
|
| 点击此处可从《宇航材料工艺》浏览原始摘要信息 |
|
点击此处可从《宇航材料工艺》下载免费的PDF全文 |
|