| 不同材质刀具在7075铝合金高速铣削中的磨损研究 |
| |
| 作者姓名: | 邵伟平 张韬 彭广盼 薛喆 |
| |
| 作者单位: | 无锡职业技术学院 机械技术学院, 无锡 214121,无锡职业技术学院 机械技术学院, 无锡 214121;张家港市微纳新材料科技有限公司,苏州 201316,无锡职业技术学院 机械技术学院, 无锡 214121,张家港市微纳新材料科技有限公司,苏州 201316 |
| |
| 基金项目: | 江苏省自然科学基金(BK20201142) |
| |
| 摘 要: | 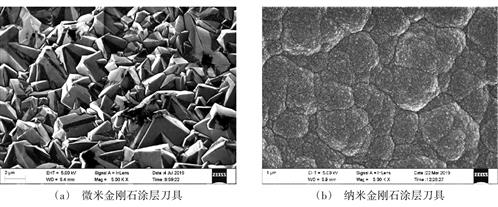
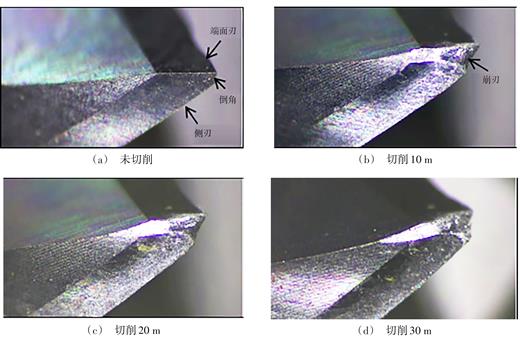
为了研究7075铝合金高速铣削中不同材质刀具的磨损与选用,采用化学气相沉积法((CVD)制备微米(MCD)/纳米(NCD)金刚石涂层刀具,利用场发射扫描电镜观察膜层的表面形貌,结合拉曼谱仪分析CVD金刚石涂层刀具薄膜的结构和成分;分别采用同规格尺寸的硬质合金刀具、MCD涂层刀具在无润滑干切条件下,进行粗加工高速铣削试验,观测两种刀具在加工一定距离后的磨损状况;分别采用同规格尺寸的硬质合金刀具、MCD涂层刀具、NCD涂层刀具在无润滑干切条件下,进行精加工高速铣削试验,观测和分析工件精加工铣削后的表面粗糙度值。结果表明:在大切深高速粗加工铣削7075铝合金时,MCD涂层刀具的寿命为硬质合金刀具的3倍;在小切削深度大进给的高速精加工7075铝合金中,三种刀具铣削后的工件表面粗糙度平均值分别为0.981、1.122和0.960μm,NCD涂层刀具的加工效果要优于MCD涂层刀具;同时通过同一材质刀具的粗、精加工试验对比,发现同规格尺寸的刀具在小切深大进给高速精加工中的寿命是大切深大进给高速粗加工寿命的10倍。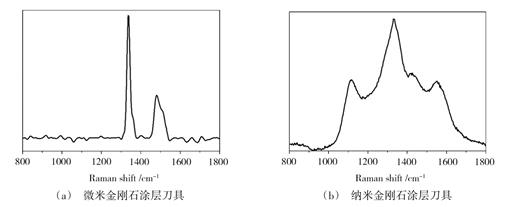
这说明7075铝合金的粗加工铣削优选MCD涂层刀具,精加工铣削优选NCD涂层刀具。
|
| 关 键 词: | 金刚石涂层 铣刀 粗加工 精加工 切削参数 磨损寿命 工件表面质量 |
| 收稿时间: | 2021-06-16 |
| 修稿时间: | 2022-08-18 |
|
| 点击此处可从《宇航材料工艺》浏览原始摘要信息 |
|
点击此处可从《宇航材料工艺》下载免费的PDF全文 |
|