| 非圆等距型面轮廓X-C轴联动高速磨削试验北大核心CSCD |
| |
| 作者姓名: | 刘伟 石新宇 袁厚才 何新维 刘涛 |
| |
| 作者单位: | 湖南科技大学难加工材料高效精密加工湖南省重点实验室,湘潭 411201,湖南科技大学难加工材料高效精密加工湖南省重点实验室,湘潭 411201,湖南科技大学难加工材料高效精密加工湖南省重点实验室,湘潭 411201,中联重科工程起重机公司,长沙 410000,湖南科技大学难加工材料高效精密加工湖南省重点实验室,湘潭 411201 |
| |
| 基金项目: | 湖南省教育厅科学研究(20A202),湖南省自然科学基金(2020JJ5178),湖南省电磁装备设计与制造重点实验开放基金(DC201901) |
| |
| 摘 要: | 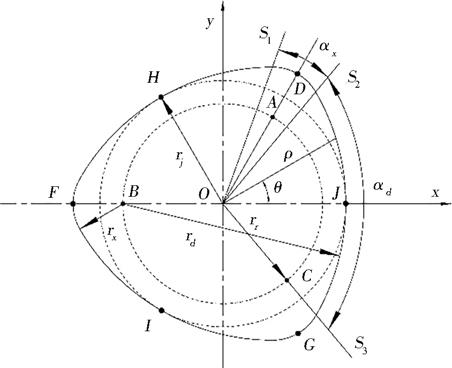
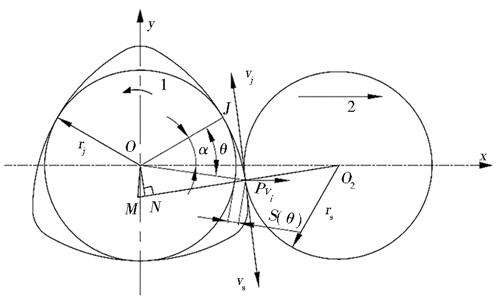
针对非圆等距型面轮廓磨削加工存在表面质量差的问题,建立基于恒磨除率X-C轴联动磨削理论模型。选用陶瓷CBN砂轮进行三弧段非圆等距型面轮廓的高速磨削正交试验,探究砂轮线速度、工件速度和磨削深度对磨削比能、切向磨削力、磨削温度、表面粗糙度的影响规律。分析表明,砂轮线速度对切向磨削力、表面形貌的影响最大,磨削深度对磨削比能、磨削温度、表面粗糙度的影响最大。进行表面形貌观测未探测到明显的磨削烧伤区域,证明恒磨除率X-C轴联动磨削方式可用于非圆等距型面轮廓磨削加工。
|
| 关 键 词: | 非圆等距型面轮廓 X-C轴联动 高速磨削 恒磨除率 |
| 收稿时间: | 2021-03-11 |
| 修稿时间: | 2022-08-07 |
| 本文献已被 维普 等数据库收录! |
| 点击此处可从《宇航材料工艺》浏览原始摘要信息 |
|
点击此处可从《宇航材料工艺》下载免费的PDF全文 |
|