| 基于响应曲面法的高速内冷铣削AISI304不锈钢铣削力 |
| |
| 作者姓名: | 薛姣 李广慧 尹凝霞 沈灿 谭光宇 |
| |
| 作者单位: | 广东海洋大学机械与动力工程学院,湛江 524088,广东海洋大学机械与动力工程学院,湛江 524088,广东海洋大学机械与动力工程学院,湛江 524088,广东海洋大学机械与动力工程学院,湛江 524088,广东海洋大学机械与动力工程学院,湛江 524088 |
| |
| 基金项目: | 国家自然科学基金(51375099);广东省教育厅特色创新类项目(2017KTSCX086);广东海洋大学科研启动费资助项目(E15168) |
| |
| 摘 要: | 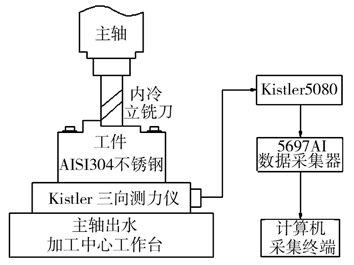
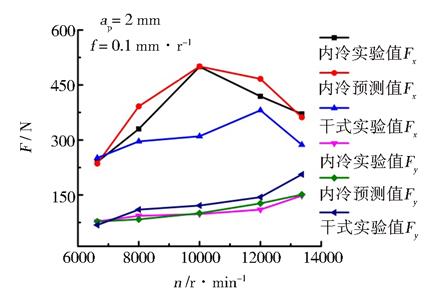
针对硬质合金刀具高速内冷铣削AISI304不锈钢时,切削力大、切削温度高及加工表面质量低的问题。基于响应曲面中心复合设计方法进行高速内冷铣削实验,建立了铣削力分量二阶回归预测模型,并进行了实验验证。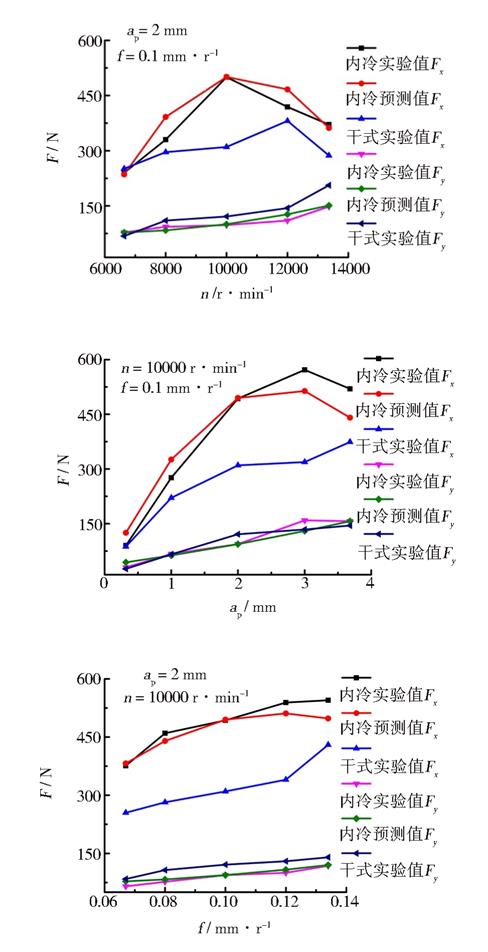
对比了干式与内冷铣削后的加工表面质量,分析了铣削参数对铣削力分量的影响规律,以铣削力分量最小为目标优化了铣削参数。结果表明:进给力和径向力的预测值与实验值的误差分别为4. 77%和6. 16%;内冷铣削的Ra为0. 193~0. 327μm;对铣削力分量的影响是铣削深度转速进给量,随着铣削深度和转速的增加,进给力先升高后降低,径向力逐步增加,铣削深度与转速的交互作用对进给力和径向力的影响显著;转速11 643. 63 r/min、铣削深度1 mm、进给量0. 08 mm/r为最优铣削参数组合。
|
| 关 键 词: | 高速内冷铣削 中心复合设计 铣削力 AISI304不锈钢 |
| 收稿时间: | 2019-11-06 |
| 修稿时间: | 2020-05-29 |
| 本文献已被 CNKI 等数据库收录! |
| 点击此处可从《宇航材料工艺》浏览原始摘要信息 |
|
点击此处可从《宇航材料工艺》下载免费的PDF全文 |
|