| 铣削加工透波性Si3N4陶瓷表面质量研究 |
| |
| 作者姓名: | 魏士亮 房丰洲 刘立飞 翟学智 |
| |
| 作者单位: | 1.天津大学微纳制造实验室,天津 300072;2.哈尔滨理工大学高效切削及刀具国家地方联合工程实验室,哈尔滨 150080;3.航天科工哈尔滨风华有限公司,哈尔滨 150001 |
| |
| 基金项目: | 国家自然科学基金 (51705111)和装备预研联合基金 (6141B070602) |
| |
| 摘 要: | 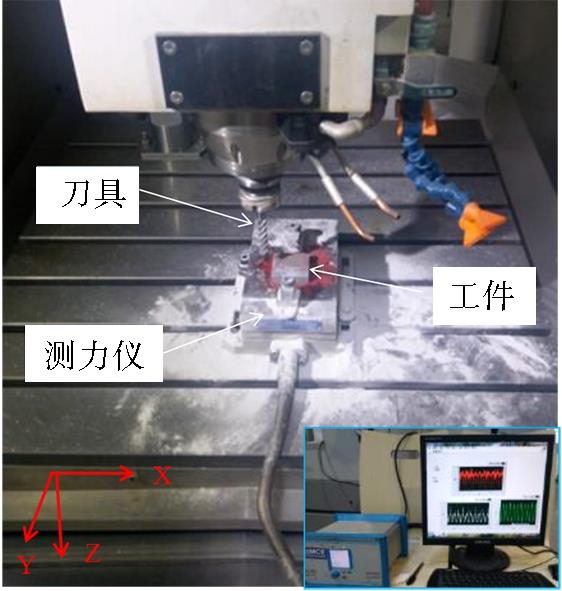
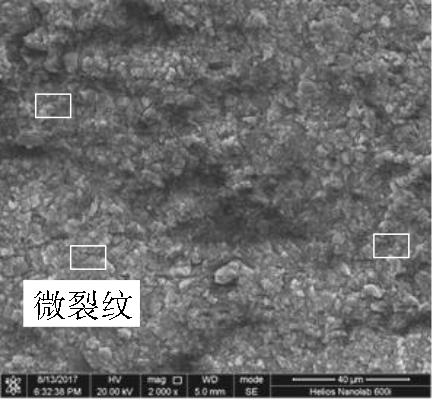
为了探索透波性Si3N4陶瓷铣削中加工表面创成机理及加工工艺参数对其影响规律,对加工表面形貌和边缘破损特征,以及加工参数与切削力、表面粗糙度、边缘破损的映射关系等开展了试验研究。首先对加工表面形貌进行了分析,由于存在陶瓷粉末去除和破碎性颗粒去除两种形式,造成加工表面形貌结构一种体现为变化平缓,而另一种包含微裂纹、层状结构体等,且存在凹坑、沟槽等缺陷。其次研究了边缘破损形式及产生机理,当刀具运动到出口棱边处,刀尖应力集中处将产生微裂纹,并向工件侧面扩展,从而在加工表面和加工侧面诱导形成边缘破损。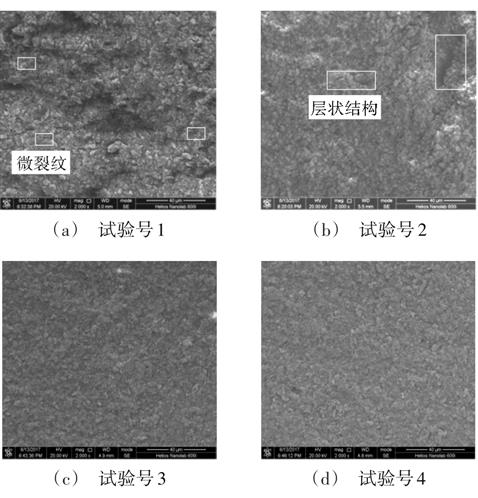
最后基于均匀设计试验,分析了工艺条件对加工性能的影响。结果表明:随着切削深度从0. 2增加到0. 5 mm和切削宽度从1增加到4 mm时,x轴切削力呈耦合增长,y轴切削力呈二次方增长;当切削深度和切削宽度分别为0. 2 mm和1 mm、进给速度为500 mm/min时,加工表面粗糙度值最小;转速为2 000 r/min、切削深度和切削宽度最小时,边缘破损幅值最小。此结果可为提高透波性Si3N4陶瓷铣削加工质量提供技术支撑。
|
| 关 键 词: | 透波性Si3N4陶瓷 加工工艺 表面形貌 边缘破损 |
| 收稿时间: | 2019-07-22 |
| 本文献已被 CNKI 维普 等数据库收录! |
| 点击此处可从《宇航材料工艺》浏览原始摘要信息 |
|
点击此处可从《宇航材料工艺》下载免费的PDF全文 |
|